U nekoliko poslednjih decenija, materijali su bili jedna od najvećih prepreka u 3D štampanju. Materijali su uglavnom bili lomljivi i slabi, a to je korisnike ograničavalo na izradu samo vizuelnih prototipova, a retko za funkcionalnu i krajnju upotrebu. Sa napredovanjem tehnologije napredovali su i materijali. Kvalitetni i jaki materijali sada su takođe pristupačniji za širu upotrebu malim preduzećima, školama i univerzitetima i pojedincima.
Sama dostupnost kvalitetnih, jakih i funkcionalnih materijala nije dovoljna. Takođe je potrebno razumeti tehnologiju 3D štampe i pristup odgovarajućoj pripremi modela i štampanja za optimalno iskorišćenje njegovih mogućnosti.
Sa svojom tehnologijom Continuous Fiber Fabrication (CFF), Markforged je napravio pristupačno rešenje za 3D štampanje jakih kompozitnih delova. Koristeći plastičnu matricu Onyx na bazi najlona u kombinaciji sa neprekidnim vlaknima za ojačavanje (kevlar, karbon, staklena vlakna i HSHT staklena vlakna) možemo štampati komade koji mogu biti ekvivalentne jačine i čak jači od samog aluminijuma.
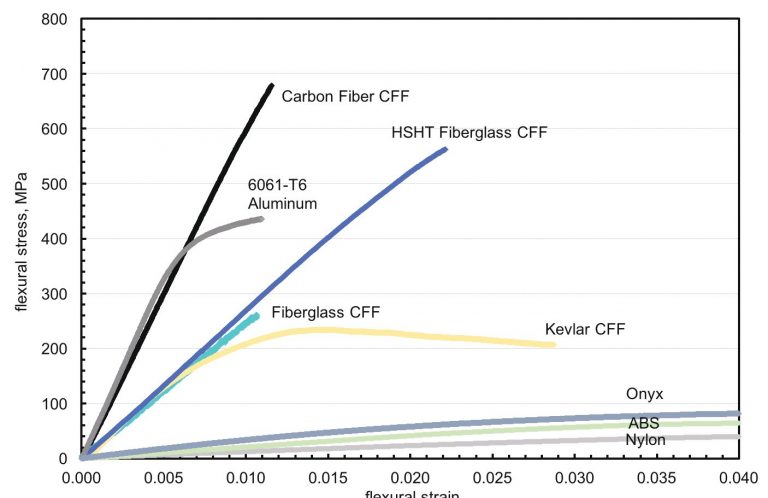
Grafikon: Čvrstoća i žilavost Markforged neprekidnih vlakana uporedivi su sa metalima
1. Orijentacija modela
Osnove 3D štampanja sa FFF/FDM uče nas o odgovarajućoj orijentaciji modela u odnosu na njihovu krajnju upotrebu. Na to posebno utiču opterećenja jer je ovaj princip aditivne tehnologije najslabiji duž Z ose kada je komad opterećen smicanjem ili zatezanjem. Najjači je duž osa X i Y, pa se tako delovi pravilno modeliraju i orijentišu pre 3D štampanja. Markforged CFF tehnologija upravo tako nanosi vlakna duž XY ravni. Znamo da je neophodno orijentisati model na takav način da su opterećenja paralelna sa radnom površinom (XY ravan) ili oko Z ose.
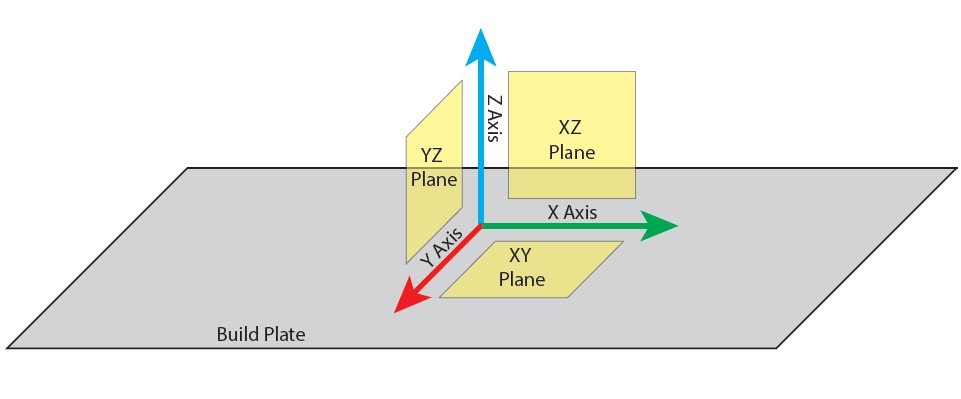
Slika 1: Uputstvo za ose i ravni kod FDM/FFF 3D štampača
2. Ojačanje vlaknima
Markforged CFF tehnologija nudi dva tipa ojačanja delova vlaknima:
- Koncentrično
- Izotropno
Svaki tip ima svoje prednosti i pravilnom upotrebom možemo uštedeti mnogo vremena i troškova prilikom štampanja, a takođe postići potrebnu čvrstoću i krutost. Oba tipa se mogu kombinovati, a slojevi i gustina u modelu mogu se odrediti ručno.
2.1 Koncentrično ojačanje vlaknima
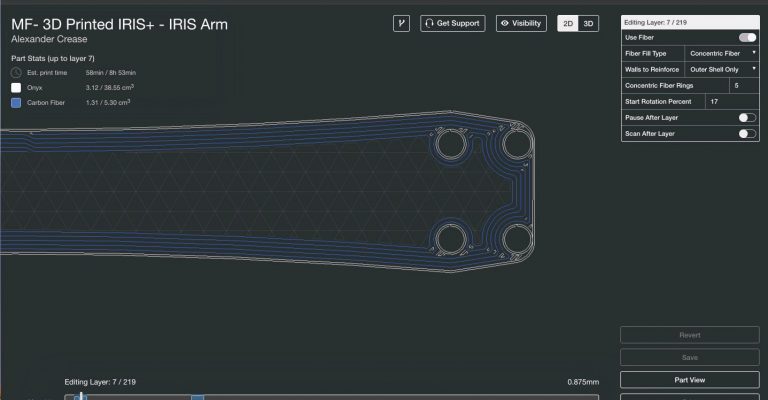
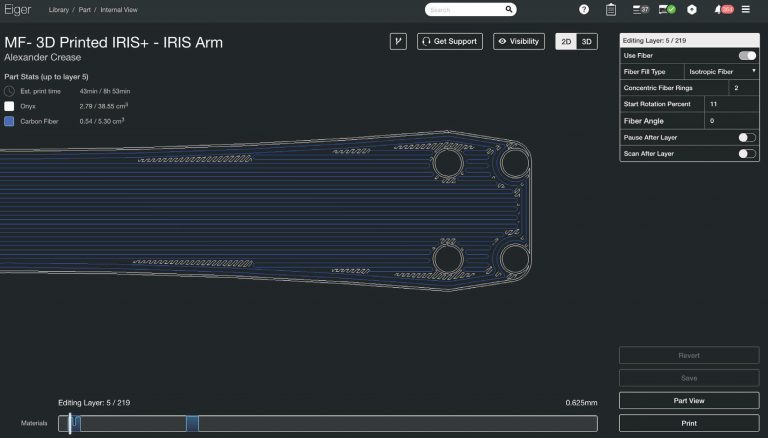
Slika 2: Presek ručice drona koncentrično ojačane vlaknima
Koncentrični tip ojačanja vlaknima neprekidno se nanosi duž unutrašnje strane zida spiralnim pokretima prema unutrašnjosti modela. Možemo proizvoljno odrediti broj krugova i izabrati želimo li ovaj tip vlakana unutar vanjskog zida, samo oko unutrašnjih rupa, ili oboje.
Sa ovim tipom ojačanja vlaknima dobijaju se čvrsti zidovi modela koji su otporniji na deformacije. Komad je takođe jači i čvršći pod statičkim i dinamičkim opterećenjima duž XY osa.
2.2 Izotropno ojačanje vlaknima
Slika 3: Presek ruke drona izotropno ojačane vlaknima
Izotropni tip ojačanja je poput laminiranog kompozita gde se vlakna nanose u jednom smeru duž celog sloja i rotiraju za nekoliko stepeni sa svakim slojem.
Ovim tipom ojačanja mogu se dobiti završni komadi koji odolevaju savijanju vertikalno na ravan YX.
3. Osnovne tehnike određivanja vlakana
Pravilnom upotrebom oba tipa polaganja vlakana možemo postići vrhunske rezultate uz minimalne troškove materijala. Postoji mnogo mogućnosti i za početak navodimo tri tehnike koje se široko koriste u tehnologijama izvan 3D štampanja.
3.1 Sendvič ojačanje
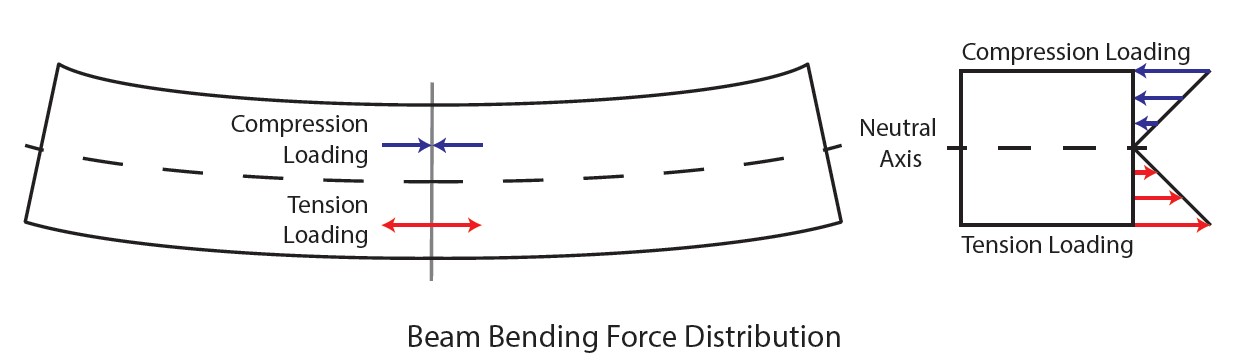
Slika 4: Raspodela naprezanja pri savijanju na profilu grede. Maksimalna opterećenja pri savijanju javljaju se pri vrhu i dnu površinu grede pa ova područja moraju biti najviše ojačana.
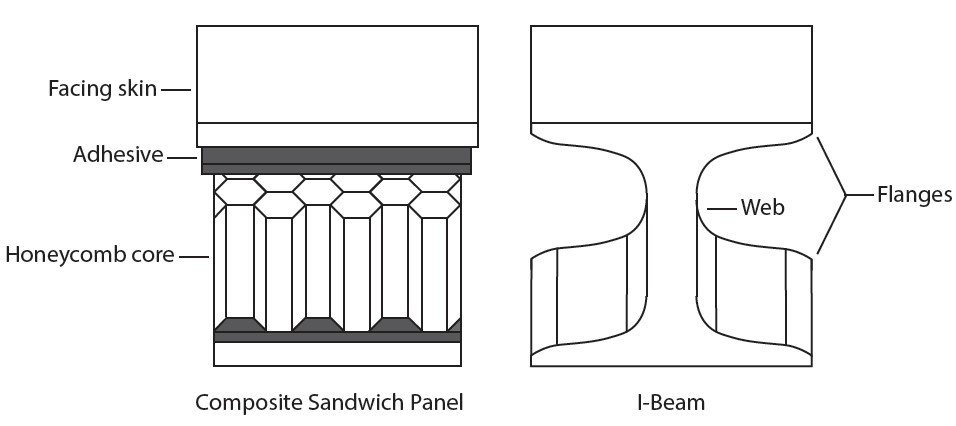
Ovaj način ojačavanja je takođe veoma uobičajen za druge kompozitne materijale izvan 3D štampe. Ovde ojačavamo gornju i donju površinu komada jer su ova dva najizloženija deformacijama pod opterećenjima savijanja a to želimo sprečiti. Sistem se može uporediti sa I-profilima u konstrukciji.
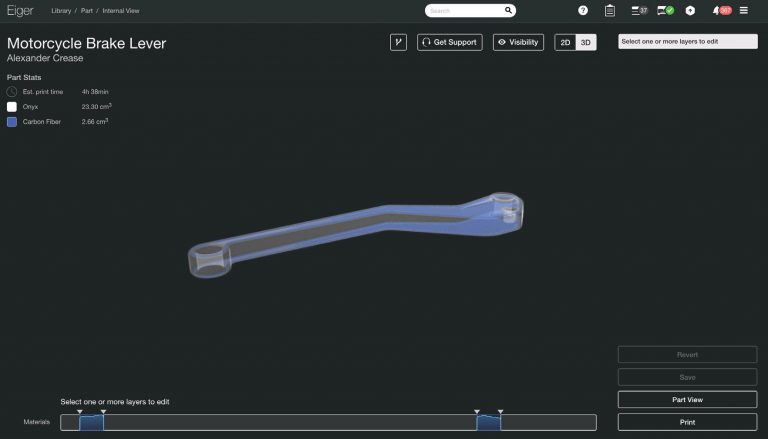
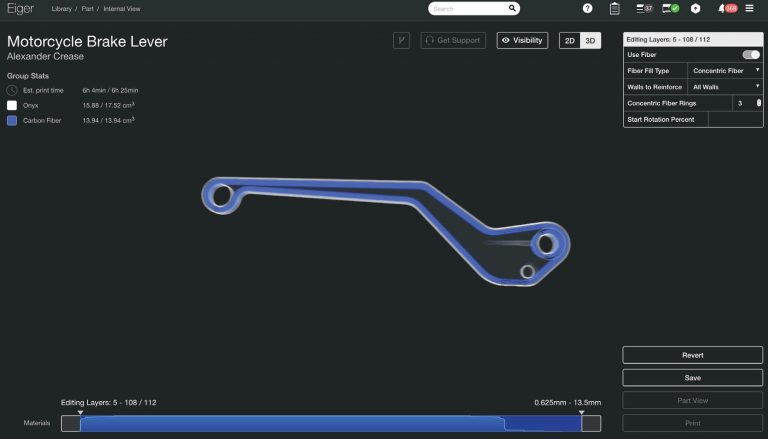
Slika 5: Za efikasnu otpornost na savijanje, sendvič ploča na ručici kočnice mora biti ravnomerno ojačana
Ovim ojačanjem već uveliko povećavamo krutost štampanih komada. Dodatna ojačanja će pokazati samo mala poboljšanja.
3.2 Ojačanje zidova
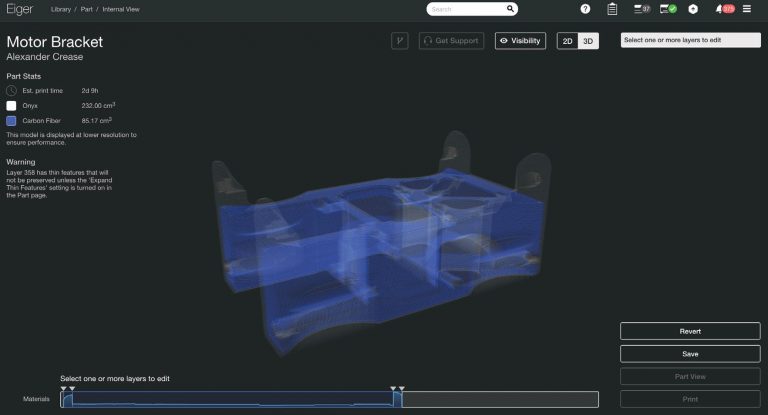
Slika 6: Ručica kočnice izotropno ojačana vlaknima radi poboljšanja otpornosti na savijanje
Kada želimo da dobijemo čvrstoću i stabilnost oko Z ose (ili duž ravni X i Y), dodajemo vlakna po celoj visini komada duž unutrašnjosti zida pomoću koncentričnog ojačanja vlaknima. Tako će komad biti krut i snažan protiv naprezanja i opterećenja duž osa X i Y. Sistem se može predstaviti kao elementi U-profila.
3.3. Školjkasto ojačanje
Slika 7: Koncentrična vlakna između sendvič panela stvaraju armaturnu ljusku od vlakana unutar dela
Kada nam je potrebno svestrano ojačanje, jednostavno kombinujemo prethodna dva navedena tipa ojačavanja. Sa ovom kombinacijom komad će biti svestran, čvrst i jak. Ova metoda je pogodna i kada nismo potpuno sigurni kojim će opterećenjima komad biti izložen.
Ove tačke su odličan početak optimalnog ojačanja uz minimalne troškove, vreme štampanja i uz minimalnu težinu komada. Naravno, po potrebi se povećava broj armaturnih slojeva ili zidova.
Želite više informacija?
Za dodatne informacije o Markforged proizvodima pišite nam na info@ib-caddy.si ili nas pozovite na +386 1 566 12 55.
Markforged proizvodi u IB-CADDY internet prodavnici
